热门搜索:

| 加工定制 | 是 | 品牌 | 前进 |
| 型号 | PZM | 功率 | 10KW |
| 处理污水量 | 1000 |
PZM不锈钢闸门
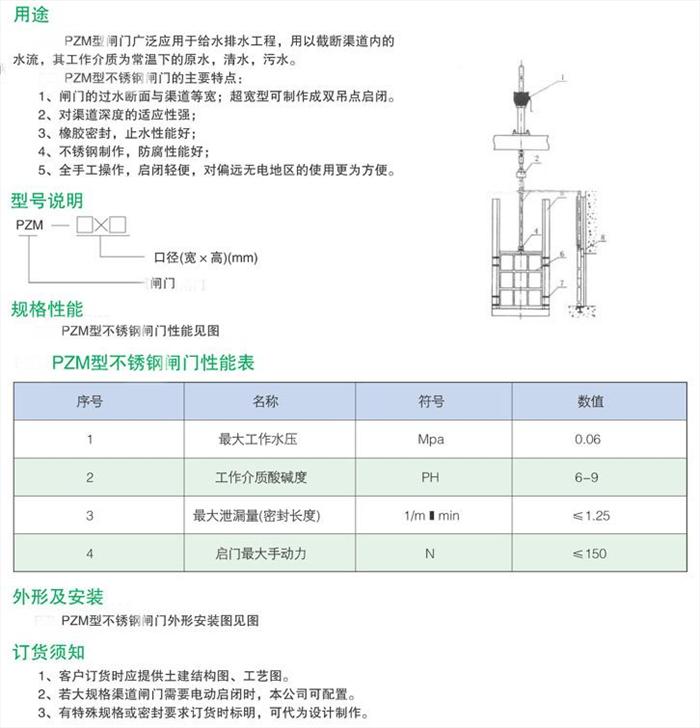
PZM不锈钢闸门广泛应用于给水排水工程,用以截断渠道内的水流,其工作介质为常温下的原水,清水,污水。
PZM不锈钢闸门
用于关闭和开放泄水通道的控制设施,是水工建筑物的重要组成部分,可用以拦截水流,调节流量、控制水位、排放泥沙和飘浮物等。
不锈钢闸门的门叶包括:承重结构、行走支承、支臂、支铰、止水装置、吊耳等。不锈钢闸门埋固部分包括:轨道、铰座、止水座、护角等。不锈钢闸门重量轻、耐蚀性好、止水性能好、防腐性能好、使用寿命长、可双向承压受力条件、密封性能好。不锈钢闸门的闸门的过水断面与渠道等宽;超宽型可制作成双吊点启闭,对渠道深度的适应性强;橡胶密封。
不锈钢闸门由活动部分(也称门叶)、埋固部分和启闭机械3部分组成。
PZM不锈钢闸门的主要特点:
1、 闸门的过水断面与渠道等宽;超宽型可制作成双吊点启闭。
2、 对渠道深度的适应性强;
3、 橡胶密封,止水性能好;
4、 不锈钢制作,防腐性能好;
5、 全手工操作,启闭轻便,对偏远无电地区的使用更为方便。
PZM不锈钢闸门性能表
最大工作水压:0.06Mpa
工作介质酸碱度:PH6-9
最大泄露量(密封长度):≤1.25/m.min
启门最大手动力:≤150N
PZM不锈钢闸门安装尺寸表
型号规格 | 安装尺寸 | |||
A | B | C | H | |
500×600 | 620 | 500 | 100 | 600 |
800×500 | 912 | 900 | 200 | 500 |
1000×800 | 1120 | 1000 | 120 | 800 |
1200×1000 | 1320 | 1200 | 120 | 1000 |
1200×1200 | 1530 | 1200 | 120 | 1200 |
1400×1000 | 19530 | 1400 | 150 | 1000 |
1800×1200 | 1950 | 1800 | 150 | 1200 |
2500×1500 | 2650 | 2500 | 200 | 1500 |
2000×5000 | 2150 | 2000 | 200 | 5000 |
2500×4000 | 2650 | 2500 | 200 | 4000 |
闸门的安装方式:
(1)渠式:闸门门框(露顶)固定在混凝土渠道的预留门槽内,用膨胀水泥填实门框与预留槽间的空隙,使之密封的安装固定方式。
(2)墙式:闸门安装在数值的墙壁上,并用膨胀水泥填实门框与墙壁间的空隙,使之密封并用地脚螺栓紧固的安装固定方式。
(3)墙管式:闸门与穿墙金属管连接的安装固定方式。
正向水压:闸门单面密封设计时,作用于门板,使之压向门框密封面的水压。
方向水压:闸门单面密封设计时,作用于门板,使之压离门框密封面的水压。
最大工作水压:闸门正常工作时,所能承受的最大正向水压与最小反向水压或最大反向水压与最小正向水压的差值。
不锈钢闸门尺寸装配与安装:
1.闸门尺寸应符合设计图样要求。
2.各零部件应将杂物、油污清理干净后装配。
3.当门板在全闭位置时,门板与门框的各楔紧面应同时相互楔紧。
4.买入安装基础内的紧固件不应高出安装基础表面。
不锈钢闸门检验及试验方法:
1.材料检验:闸门主要零部件材料化学成分、力学性能的检验方法按相应标准执行,其指标应符合5.3.3-5.3.10的要求。
2.尺寸检验:
1)闸门处于全闭状态,放平后,在无外加荷载的情况下,用0.1mm的塞尺沿密封的结合面进行检测,其间隙应符合5.2、5.4的要求。、】
2)闸门的主要外形尺寸、连接尺寸用相应的量具进行检测,其结果复合5.1的要求。
不锈钢闸门铸件外观检测:闸门铸件外观质量检验采用目测方法进行,并应符合5.4.3的要求。
不锈钢闸门的焊缝检验:
1)焊缝外观质量检验采用目测方法进行,并应符合5.5.7的要求。
2)焊缝的射线探伤检测方法按GB/T3323的要求,射线照像的质量不应低于A级,探伤长度应不低于全长的10%(其中要包括丁字焊缝)。
不锈钢闸门涂层检验:
1)金属热喷涂层厚度的检查方法按GB/T9793的规定并应符合5.7.6的要求,涂料涂层厚度用测厚仪测定。
2)金属热喷涂层结合性能的检查方法按GB.T9793的规定并符合5.7.8的要求,涂料涂层附着力测定方法按GB.T1720的规定并按5.7.8的要求。
3)涂层外观质量采用目测方法进行并应符合5.7.9的要求。
不锈钢闸门的启闭试验:
按规定的程序和方法操作,经过至少3次完整的启闭过程(开-闭-开),其动作应符合5.8.1的要求。
不锈钢闸门的泄露试验:
泄露实验可在试验池或现场安装后进行,用计量器具(量筒、计时表等)检测止水密封面得泄露量,其结构应符合5.8.2的要求。
不锈钢闸门出厂检验规则:
1.不锈钢闸门检验分类:不锈钢闸门检验包括出厂检验和型式检验。
2.不锈钢闸门的出厂检验:
1)闸门及其附件应经质检部门检验合格后出厂,出厂检验应逐台进行。
2)出厂检验的检验项目、要求和方法应符合相关规定。
不锈钢闸门的型式检验:
1)进行型式检验的情况:
A.新产品或老产品转厂生产的试制定型鉴定;
B正式生产时,每五年进行一次检查;
C正常生产的产品,如结构、材料、工艺、设备等有较大的改变,可能影响产品性能时;
D长期停产三年以上产品恢复生产时;
E出厂检验结果和上次型式检验有较大差异时;、】
F国家质量监督机构提出进行型式检验的要求时。
不锈钢闸门抽样与判定规则:
1)出厂检验的抽样按GB/T2828.1的规定,可采用一次或二次正常抽样方案和检查水平,接受质量限(AQL)由供需双方商定。
2)型式检验的抽样按GB/T2829的规定,可采用二次抽样的方案和判别水平。
3)本标准5.8.2为质量否决项,此项不合格判定为不合格品,其余各项不合格允许一次返修或加倍抽样,经返修或加倍抽样后仍然不合格,判定为不合格品。
不锈钢闸门出厂标志、包装、运输及贮存:
1)闸门应设置产品标牌。标牌内容包括产品名称、产品型号、适用介质、适用压力、工作文图、出厂编号、出厂日期、制造厂名称。标牌型式及尺寸按GB/T13306的规定。
2)闸门及其附件应根据其外形尺寸、重量、流通的环境条件及订货合同的要求采用箱装、捆扎等包装形式。裸运的部件,应在加工部位涂油脂,并作局部包装保护。
3)包装间的外形尺寸和重量应满足陆运、水运的要求。必要时,制造厂商可要求用户提供产品的运输路线、车限、洞涵界线、起重能力等。
4)包装、运输收发货标志应符合GB/T191、GB/T6388的规定。
5)闸门应配套发运,运输时应安放牢固,并采取防止变形、移位、碰撞和腐蚀的措施。
6)产品出厂应提供产品合格证、装箱单(发货清单)、检验报告、质保书、产品使用说明书等。
7)产品合格证内容那个包括产品名称、产品型号、出编号、出厂日期、制造厂名称、检验依据、检验结果、检验日期、检验人员签字及检验印章。
8)产品装箱单内容应包括产品名称、产品型号、产品及附件数量、制造厂名称、出厂日期及所附文件的名称及数量。
9)产品使用说明说按GB9969.1的规定,其内容应包括产品结构、工作原理、使用性能、主要零件材料、安装布置图、维护、保养、安装和使用注意事项及可能发生的故障和消除方法。
10)产品宜入库保管,不应挤压叠放,箱装零部件露天存放时应加盖帆布或塑料薄膜等,不应受雨淋、曝晒。
新河县前进水工机械厂
不锈钢闸门检验报告
产品名称 | 不锈钢闸门 | 型号规格 | 1.5×1.8m |
产品状态 | 厂内组装 | ||
订货单位 |
| ||
生产单位 | 新河县前进水工机械厂 | 地址 | 河北省新河县 |
检测类别 | 出厂检测 | 检测地点 | 厂内 |
生产数量 | 1 套 | 检测数量 | 1 |
检测日期 | 2013年07月 | 出厂编号 | 100880 |
检 测 依 据 | 1. 设计图纸 2. QL/T5018-2004《水利水电工程钢闸门制造、安装及验收规范》。 | ||
检 测 结 论 | 依据设计图纸及QL/T5018-2004《水利水电工程钢闸门制造、安装及验收规范》,对受检闸门的主要几何尺寸和焊缝质量、防腐厚度进行了检测,所检项目全部合格。
批准日期:2013 年 07 月 20 日 | ||
备 注 |
| ||
编写: 审核: 批准:
不锈钢闸门的发展
水工业行业中,水在其储运过程中遭受污染的问题已为人们日益重视。大量实践证明,不锈钢阀门管件是在水的准备、贮存、输送、净化、再生、海水淡化等水工业最佳选材。不锈钢阀门管件能达到建筑设计材料所要求的许多理想性能,它在金属中可以说是独一无二的,而其发展仍在继续。为使不锈钢阀门在传统的应用中性能更好,一直在改进现有的类型,而且,为了满足更高的耐酸碱、高级的建筑设计应用的严格要求。由于生产效率不断提高,质量不断改进不锈钢已成为建筑、管道设计师们选择的最具有成本效益的材料之一。不锈钢集性能、外观和使用特性于一身,所以不锈钢产品仍将是世界上最佳的材料之一。从长远来看,预计到2015年,中国不锈钢产能控制在2500万吨,不锈钢阀门产量将超过500万吨,不锈钢阀门需求量将增加至350万吨。期间,我国住宅建设将加快发展,将全面提高建筑品质。随着未来建筑管道设计质量要求的提高功能要求的增多和不同区域对设计的不同要求。不锈钢阀门和不锈钢管件制品应用数量、质量都将得到提高。现在市场竞争,实际上是品牌、质量、价格、服务与信誉的竞争。项目形成了不锈钢阀门管件抛光自动化,集管件粗抛、细抛、精抛、打蜡、上光等于一体,能够完全替代人工作业,在降低劳动强度、减少人力和生产成本的同时,大幅提高了产品生产效率,且保证了产品质量的稳定,将我国的不锈钢阀门行业的多工位、多工艺流程提升到了国际先进水平。

Copyright © 2012 - 2021 行行出状元. All Rights Reserved